
二宝焊横焊实心打底,你说你已经会了,但是这个要先焊丝,你确定你会吗?大家好,我是焊工老宋,您点个赞,我今天将为你讲解要先焊丝横焊打底的焊接细节。 那么药芯焊丝打底呢?我们应该用到这个陶瓷衬垫,它中间有一条红线,那么我们贴这个陶瓷衬垫的时候呢?我们只要将这个红线对准这个坡口的中央即可。 那这个槽宽呢?是六毫米的,深度呢?是一点二毫米。那么这个六毫米的呢?等一下,我们的焊出来的背后移高可能不会很明显,如果说你想明显一点,还有还有更大的型号的,有八毫米的,十毫米的,十四毫米的, 十八毫米的都有。电流一百九,电压二十二,气体流量十二格。换枪角度以右侧形成八十度,以下侧形成八十度。焊丝伸出长度十二毫米左右即可。那下面我们就边焊边讲解吧。 啊,兄弟们来看一下,这就是焊接时的高清龙池啊。焊丝烧到坡口的根部,切记不要摆的太宽。采用快频率小,步伐小,斜锯齿运条, 高点在后,低点在前,上面略微多停下面带下来就走。速度一定要跟得上,如果跟不上就会造成下坠的现象。 焊丝要从始至终保持十二毫米的长度,焊丝杆的长度一定要保持一致,不然电流就会忽大忽小,不稳定的现象。 来,兄弟们看一下。这是正面焊后成型的效果。来,我们的角度来看一下背面焊后成型的效果。 这是背面焊后成型的效果。关注焊工老师傅,下期我们来分享绕行焊丝横焊填充盖面的焊接手法。
大家好,我是汉道君耀心汉斯二宝汉,一般都会采用陶瓷衬垫焊接,陶瓷衬垫焊是以优质陶制材料为背面衬托,使背面焊缝强制成型的焊接方法,这种方法避免了青根背面成型优良,能减轻焊工的劳动强度, 是焊接生产效率成倍提高,焊接质量得到充分保证。今天我们焊接要新二宝利焊陶瓷衬垫打底焊坡口根部可以不留遁边, 坡口间隙控制在四至五毫米左右,不超过陶瓷衬垫成型槽的宽度。间隙越小,裂纹敏感性越高,另外也会产生未融合和未焊透的缺陷。从上到下要摊平铝箔耐高温胶带,防止陶瓷衬垫松动脱落,增强 焊接过程中的稳定性,避免背面成型超高、成型不良等缺陷。陶瓷衬垫的成型槽是影响焊缝背面成型尺寸及质量的主要的因素, 成型槽中间的红线要在坡口间隙的中间,避免歪掉。焊枪左右角度为九十度上下垂直于焊缝,运条手法为正月牙或锯齿形,左右摆动, 两侧略微停留,防止未融未焊透。我们焊接的饰板厚度是十二毫米,选用的焊接参数是电流一百六十左右,电压二十二左右。焊接电流不要太大,保证两侧坡口溶透的基础上,减少称电的融化比例。 电弧在容池前中部两侧摆动,匀速向前,避免电弧突然跑到容池的前端,甚至超出容池。 不断送出的焊丝会顶在陶瓷衬垫上,由于陶瓷衬垫不导电,会把衬垫顶掉,进而影响焊接背面成型。甚至中段焊接由于新手拿枪不稳,摆动不均匀,经常会把衬垫顶掉,这也是新手常犯的错误。 焊接时陶瓷衬垫与木材、金属的导热性相差很大,容池的散热处于极不均匀的状态,容池两边与木材相连,散热很快,底部与陶瓷衬垫接触,散热慢。容池上部受电壶的加热作用,温度高于底部 溶石。液态金属的结晶是自下而上结晶,吸弧点移至焊缝边缘木材上,这样能消除焊缝背面缩孔要新焊打底,由于有陶瓷沉淀比较实心,焊丝打底要容易的多, 背面成型也好看。对新手来说,要新焊丝打底的练习重点,第一是焊接参数要调节合适,不合适的参数 任何高手都焊不好。第二是握枪的姿势,焊枪握的稳,电弧才会稳,电弧才能焊接到准确的位置,电弧才能匀速的向前移动。任何技术都要经过一段时间的练习, 没有一看就会的技术,老板的工资也不会随随便便发放,不仅要保证表面成型合格,同时也要保证内部质量合格, 提升个人的合格率,只有这样才可以拿到高工资。在新的一年里,如果你不清楚自己适合培训什么焊接技术,如果你在焊接行业迷失没有方向,不清楚自己下一步如何前进。 如果您在焊接的时候有任何难题,请留言私信给汉道君,汉道君会给您解疑答惑。今天的视频就到这里,喜欢请点击评论、转发、收藏、关注,谢谢!
朋友们大家好,今天给大家伙分享一下二宝汉药心忧体弹伤,药心和石心有啥不一样的区别呢?我们大家可以在评论区里边讨论一下。 药芯焊接时建议大家伙采用拉枪,因为咱们是干 ut 口,如果说 ut 探伤采用推枪的话,那非常容易导致夹扎。咱们拉枪焊接时的角度呢是大约在四十五度轻微的摆动, 视频当中采用的电流是两百六,电压呢是三十,焊接时轻微的摆动能获得更好的容宽。 咱们第一道打底的时候不建议焊的太厚,如果焊接太厚的话,背部需要大量的青根,那么咱们背部如果青根 轻的很深,那么会造成咱们背部焊接会造成过多的微融合的。这是打完底以后的状态,咱们起呼和收呼的时候啊,一定要在他的引呼板上起呼,如果说咱们直接在坡口上起呼了,很容易造成这个缺陷,像收呼裂纹等等,所以这一点咱们一定要注意。 咱们药性呢是气加渣联合保护,所以说呢咱们在焊完每一层的时候呢,都需要清渣,把这个药皮子给敲掉,避免造成夹渣。 接下来开始填充,填充的手法咱们还是采用拉枪焊接,锯齿摆动,但是一定要焊丝摆到第一道打底的两个边线,也就说为摆到破口两边上,这样的话呢才能进行充分的融合。 那么如果说咱们师傅有想用大电流的话,这样一个时间段我们大家可以把电流和电压同时加大一点,因为填充吧,咱们大电流以后呢会获得的更好的这个容身, 切记每一层轻扎,第二层填充的时候需要给盖面预留出一点五毫米的距离,手法呢还是采用锯齿摆动, 但是咱们一定要记住,所有的焊接方法当中只要有摆动,两侧就需要稍微的停顿一下,这是为增加他的融合性。 好了,填充完成,给盖面留出一点五毫米的衬台来。接下来咱们说盖面盖 这呢我们大家可以看一下我这个图片,这个图片呢就是盖面的顺序, 好的盖面完成敲渣,这是盖完面以后的成型。 接下来咱们说一下背部,由于咱们没留间隙,背部呢会出现一些未融合,咱们就需要用气爆,把未融合全部给他爆掉, 如果有不会气爆的朋友,请在评论区留言,不会气爆,哪天我再给大伙讲一讲背面,使用气爆的作用就是把背面这道位 融合全部爆出来填充盖面, 像这条黑黑的线就是咱们的卫龙河里边一些药皮的都在里边,需要把这条线全部剥除掉, 像爆成这样光滑就可以了。那么接下来咱们就需要打磨焊接了, 打磨的目的是去除氧化物,像打磨成这样就可以了。咱们接下来开始焊接, 接下来开始盖面背部盖面的顺序跟正面一样,打底填充盖面,咱们由于背部的坡口比较小,盖面呢咱们直接盖三遍就可以了, 这是背面盖面后的成型,好,整体完活,药芯碳伤,正面焊背部青根。不知大家伙学会了吗?请点赞关注,谢谢大家,下期视频继续为大家伙分享焊接干货。
哎,张老师,这个我看人家用那个烧日本焊用这样的一个东西,这是干啥用的?好,你现在仔细听,我跟你讲,像这样的一个东西名字叫陶瓷碎片,我们一般是在这个钢板对接钢结构,这个钢板对接的时候, 在打底的时候使用的。首先说一下陶瓷平面的构造,那么这样的一个东西看中间的这是陶瓷,然后中间画红线的这是一个凹槽,那么这样的一个东西呢?这样的一个东西是是胶带啊, 看到没有,这是铝箔纸,上面有胶。把这层多余的纸给他撕掉啊,然后 把这个陶瓷瓶盖给它切到下面啊,注意好看好这个中心线, 把红线给他露出来啊,露在正中心,露出来在焊缝的正中心。然后呢咱们进行用药线焊丝进行打底的一个操作啊,然后看一下下面啊,你看贴好之后要贴的非常严实,贴的非常紧密。 首先声明一下,我们用的是药芯焊丝,测上陶瓷平垫之后,在打底的时候,我们要采取拉焊的手法进行打底, 稍微左左右摆动进行拉焊的手法进行打底操作。陶瓷平面最大的作用就是让我们用药线焊丝进行打底的时候呢,他不容易往下漏,而且想让他非常完美的成型,就起到这样的一个作用。那么 接下来我给大家演示一下这个药芯焊丝用陶瓷瓶片打底操作。是的是的, 这是打完底之后的正面成型,我们敲开药皮看下内部成型。 敲开药片之后呢,这是正面成型,现在我们把背面这个陶瓷平垫,我们直接给他撕掉之后,看一下这个背面成型 灯光,这是打完底之后的反面成型,喜欢的老铁双击关注我们这里是大棚焊培中心,你现在看明白了没有?看明白了。
本次电流180电压23,1.2药芯焊丝二氧化碳气体保护气体流量15毫升#电焊 #二保焊培训 #青岛焊接培训
焊接陶瓷衬垫的使用#氩弧焊 #焊工 #电焊界的天花板 #匠心精神 #焊接经验分享
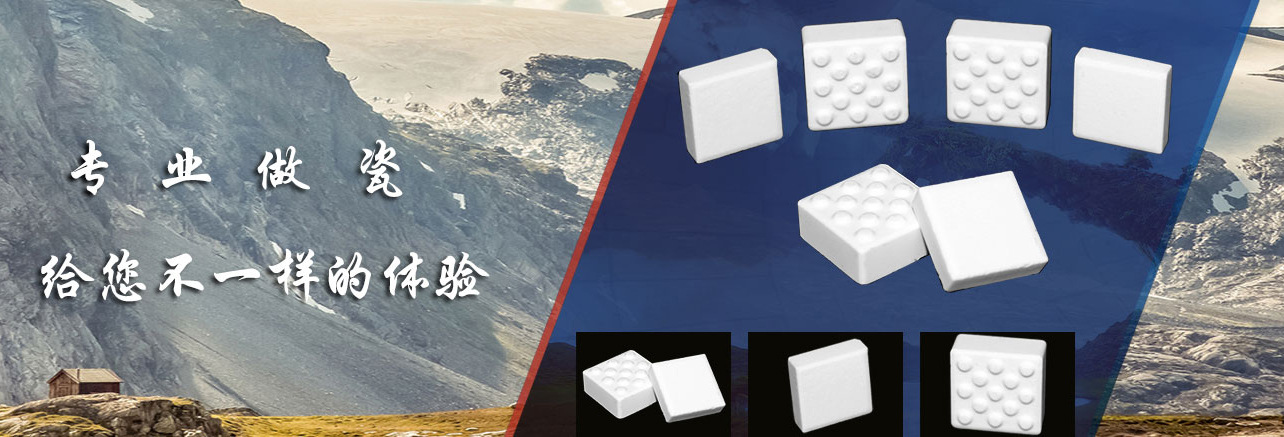
衬垫种类很多,只是以我们练习中常常使用到的 给没有用到过的朋友做个简单了解(大家都用过什么形式的,可以分享在评论区)#技术分享 #焊接技术 #焊接技术 #手艺人 #原创视频
实芯焊丝全熔透平对接贴陶瓷衬垫,避免缺陷的接头的打开方式,拿去不谢,觉得有用的点点关注点点赞持续更新!#女焊工娟子#焊接技术 #施工现场实拍 #二保焊 #技术分享
气保焊药芯超宽间隙打底,保姆级教学#焊工 #技术分享 #技术 #二保焊 #药芯二保焊
陶瓷衬垫药芯到底#二保焊 #焊工 #焊接技术 #技术分享 #高压焊工培训
#高压焊工培训 #二保焊 #药芯焊丝横焊,陶瓷衬垫打底,余留缝隙起焊端4.0终焊端5.0.电流160电压22,板材厚度不同,破口大小不同,电流电压仅供参考。#二保药芯焊丝 横焊陶瓷衬垫
二保焊药芯焊丝立焊打底技巧和手法 #焊接技术 #二保焊立焊正确方法 #东莞二保焊培训 #珠海二保焊培训 #南沙二保焊培训
#二保焊 #药芯焊丝 打底焊操作要领分享给朋友们#焊接经验分享 #山东济宁蓝领焊培